FYGRP vessel construction plan
1.Overview:
In 1997, FYGRP ® introduced the most advanced automatic filament winding molding equipment at that time. After several years of research, improvement and cooperation with scientific research institutions, the process guarantee of the equipment is getting higher and higher. Now FYGRP ® has reached the seventh version of production line , It is a good solution for domestic materials to realize design parameters through production parameters and ensure product quality.
2.Reference standards and specifications:
JC/T587-95 "Fiber Wound Reinforced Plastic Storage Tank"
Q/ZY05—1995 "Glass Fiber Reinforced Thermosetting Resin Wound Large Storage Tank On site"
JC277-80 "E-glass Glassfiber Roving"
HGJ534-91 "Glass Steel Pipe and Fittings"
GB1446-83 "General Rules of Fiber Reinforced Plastics Performance Test Methods"
GB13117-91 "Liquid Unsaturated Polyester Resin for Glass Fiber Reinforced Plastic (FRP)"
3.Inspection method:
GB3845-83 "Bakcol Hardness Test Method for Fiber Reinforced Plastics"
GB2576-81 "Test Method for Insoluble Content of Glass Fiber Reinforced Plastics"
GB2577-81 "Test Method for Resin Content of Glass Fiber Reinforced Plastics"
GB1463-78 "FRP Specific Gravity Test Method"
GB1447-83 "Test method for Tensile Properties of Glass Fiber Reinforced Plastics"
GB1449-83 "Test Method for Bending Performance of Glass Fiber Reinforced Plastics"
GB7193.6-87 "Test Method for Gel Time of Unsaturated Polyester Resin at 25℃"
4. Main raw and auxiliary materials:
Fiberglass reinforced plastic (FRP),as a fiberglass composite material,is an engineering material compounded with glass fiber as reinforcing material and synthetic resin as matrix. The properties of FRP composed of different glass fibers and different synthetic resins are different. Only rationally and scientifically select materials,use its strengths and avoid its shortcomings, can the advantages of FRP be fully utilized. According to working conditions and process requirements of the equipment in this project, the following materials are selected:
4.1 Inner liner resin:
Using vinylester resin, the resin has medium viscosity and high reactivity, suitable for manufacturing FRP products of high mechanical properties. The resin has excellent corrosion resistance to acid,alkali and salts, good thermal stability and high toughness, and is high-quality material for storage tanks with impermeability and corrosion resistance.
The performance of resin after curing:
performance | data | unit |
Tensile Strength | 80 | Mpa |
Tensile modulus of elasticity | 3500 | Mpa |
Elongation at break | 4.8 | % |
Bending strength | 130 | Mpa |
Flexural modulus of elasticity | 3600 | Mpa |
Impact strength | 19 | KJ/m^2 |
Heat distortion temperature | 82 | ℃ |

4.2 Structural resin:
Adopt vinylester resin with temperature greater than 80°C. The resin has medium viscosity and high reactivity, and good mechanical properties, and has good match with winding glass fiber. The resin has higher elongation at break and impact strength, and can effectively prevent surface from cracking during manufacture and usage. Meanwhile curing is fast.The product has good strength and toughness.
The performance of resin after curing:
performance | data | unit |
Tensile Strength | 80 | Mpa |
Tensile modulus of elasticity | 3700 | Mpa |
Elongation at break | 3 | % |
Bending strength | 144 | Mpa |
Flexural modulus of elasticity | 3800 | Mpa |
Impact strength | 18 | KJ/m^2 |
Heat distortion temperature | 85 | ℃ |
4.3 Outer protective layer resin
In order to resist corrosion of pipeline environment, the outer wall of pipe is covered a layer of isophthalic inner liner resin as protective layer to prevent pipe structural layer from being corroded and failure.
4.4 Fiberglass surface mat:
Use fiberglass surface mat from Kaifeng Glass Fiber Products Factory in Henan Province, the specification is 30g/m^2, and the technical parameters are as follows:
4.3 Outer protective layer resin
In order to resist corrosion of pipeline environment, the outer wall of pipe is covered a layer of isophthalic inner liner resin as protective layer to prevent pipe structural layer from being corroded and failure.
4.4 Fiberglass surface mat:
Use fiberglass surface mat from Kaifeng Glass Fiber Products Factory in Henan Province, the specification is 30g/m^2, and the technical parameters are as follows:
performance | data | unit |
Unit weight | 30±5 | g/m^2 |
Tensile Strength | ≥10 | N/50mm |
Organic content | 6-12 | % |
Moisture content | ≤0.9 | % |
Soaking time (2 layers) | ≤10 | S |
4.5 E-glass fiber roving:
Adopt kiln drawing E-glass direct glass fiber roving, i.e FW258D 2400TEX of Zhejiang Jushi Group Company, CQR-469/ECR-451 2400TEX of Chongqing International Composite Materials Co., Ltd. The above products are formed by a large slatted wire drawing. Compared with the E-glass twisted yarn, its tension is uniform and no dropping; it can be quickly and thoroughly saturated in the resin; good abrasion resistance, no hairiness under operating conditions, excellent mechanical properties.
5.Physical and mechanical performance parameters of FYGRP glass fiber winding products:
Index name | Index |
Hoop tensile strength (MPa) | 389 |
Axial tensile strength (MPa) | 74.2 |
Hoop elastic modulus (MPa) | 29×103 |
Axial elastic modulus (MPa) | 10×103 |
Water absorption rate (%) | 0.18 |
Surface curing degree (Bakel) | 42 |
Specific Gravity(g/cm3) | 1.9 |
Note: See attached test report for details.
6. Lamination structure characteristics of storage tank:
The structure of FRP storage tank is four layers: inner liner, secondary inner layer, reinforced layer and outer protective layer.
(1) The role of inner liner: It is usually a rich resin layer composed of glass fiber surface mat and inner liner resin, resin content is 90+2%. It is an anti-seepage and anti-corrosion layer with good air tightness and high smoothness. Thickness is about 0.5mm.
(2) The role of secondary inner layer: (also called the middle anti-corrosion layer) It is usually reinforced with inner liner resin and E-glass fiber spray roving, resin content is 70+5%. In addition to corrosion resistance, the more important thing is to protect the inner liner and prevent inner liner cracks from extension. Thickness is about 3.5-4.5mm.
(3) Structural layer: Hoop and cross winding forming after E glass fiber winding roving impregnating structure resin. Resin content is 35±5%. The role is to withstand various stresses and external loads. The wall thickness is finally determined by designer of our company referring to the technical specifications and engineering drawings provided by you, according to design specifications of FRP, using software and database imported from Italy and calculating hoop stress, axial stress, bending Poisson's ratio.
(4) The outer surface layer protects tank from external mechanical damage and atmospheric aging. It’s the same as inner liner and can be combined with structural layer.

7. Design calculation (Take DN2800×5600 hydrochloric acid storage tank as an example):
(1)Main calculation parameters
Working medium: 26%KCl
Medium characteristics: none
Operating pressure: hydrostatic pressure
Operating temperature: 50~70℃
Design temperature: 70℃
Strength safety factor = 8
Allowable maximum strain: [ε]=0.1%
Stability safety factor=3
(2)Design Basis
JC/T 587-1995 Fiber winding reinforced plastic storage tank
CD130A19-85 Technical requirements for design of hand lay-up FRP equipment
ASTM D3299-88 Standard for chemical resistant storage tanks of glass fiber winding reinforced thermosetting resin
(3)Material parameters
1)Strength material parameters
Material category Strength(Mpa)
FRP 98.1
2)Elastic material parameters
Material category Elastic Modulus(Gpa)
FRP 13
(4)Structural calculation model
1) The structural size is shown in the drawing.
2) The boundary condition is at tank bottom, and its constraint is: all simply supported.
3) The working pressure is hydrostatic pressure.
(5) Strength analysis
Stress analysis under design pressure:
Maximum stress: σhmax = 5.6 Mpa
Safety factor =98.1/5.6=17.5>8
(6) Stiffness analysis
1) Overall displacement under water pressure
Maximum displacement=0.623mm
2) Deformation analysis
Maximum stress: σhmax = 5.6 Mpa
εmax=5.6MP/13GP=0.43%< [ε]
(7) Stability analysis
Because there is no working negative pressure, there is no need to consider stability.
(8) Conclusion
In summary, the strength, stiffness and stability of the vertical tank meet design requirements.
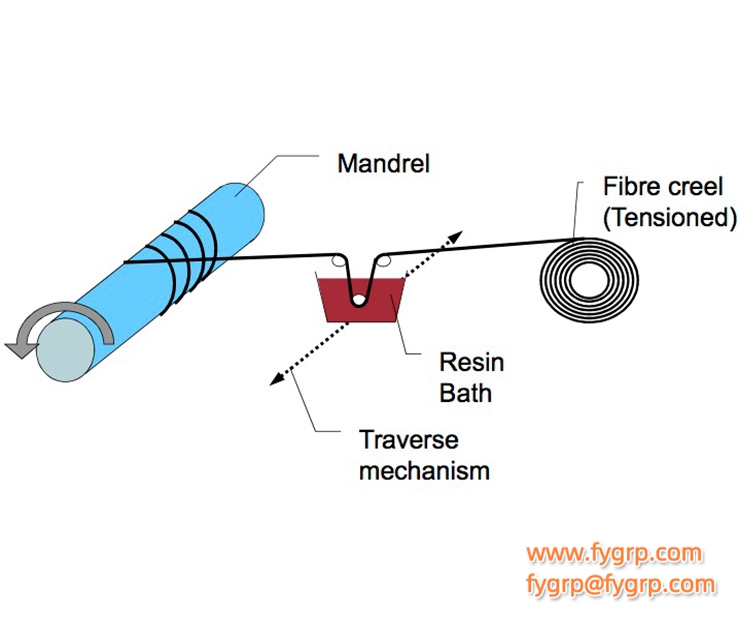
8.Brief description of manufacturing process technology
In 1997, FYGRP ® introduced the most advanced automatic filament winding molding equipment at that time. After several years of research, improvement and cooperation with scientific research institutions, the process guarantee of the equipment is getting higher and higher. Now FYGRP ® has reached the seventh version of production line, It is a good solution for domestic materials to realize design parameters through production parameters and ensure product quality.
9. Production process description:
FYGRP equipment is manufactured using the latest version of CNC filament winding machine. The specific manufacturing process is as follows:
9.1 Preparation process
(1)Read the design instructions carefully, pay attention to key issues such as raw material selection, the size of each part, mould selection and lamination design.
(2)Equipment debugging. First, carefully check whether the operation of equipment and working parts are normal, especially whether the resin-curing agent two-component pump is clogged, and whether the ratio meets the design requirement, ensure the stable operation and work accuracy of the equipment such as making inner liner, winding, trimming, demoulding, etc.
(3) Clean mould. The mould surface is required to be free of pits, dust, debris and other attachments. The mould surface should be smooth. If there is a problem, repair and maintain in time.
(4) Wrap polyester film. In order to facilitate demoulding, a layer of polyester film should be coated on surface of the mold. The overlap width of film is 1~2cm and the thickness is about 40um. It is required that the film has no damage, no wrinkles, and both sides are smooth and clean. The film quality meets requirements of GB13950-1992.
9.2 Body inner liner forming. The inner liner is divided into inner layer and transition layer according to the structure. This layer mainly plays a role of corrosion resistance and impermeability.
(1) Inner liner resin preparation. Inner liner resin is mixed by quality inspection department according to resin formula system made base on working environment and temperature at that time, the amount of ingredients should be reasonably controlled according to manufacturing schedule. When the situation changes on-site, the manufacturing department should adjust the formula in time and prepare appropriate resin according to the new formula.
(2) Making inner liner according to design lamination sequence. Adopts steel mould, forming by Venus spray gun. The inner liner resin content is high and has good effect of anti-corrosion and anti-seepage. The resin content of inner liner is 90+2%, and of the transition layer is 80%.
(3) Process inspection. After applying every layer as per design requirement, the operator is required to conduct preliminary quality inspection, whether the inner liner reaches design thickness, whether there is poor glue or hanging in local area, whether there are white spots or bubbles, if so, it should be reported and taken treatment measures immediately.
(4) The inner lining is deeply cured and demould.
9.3 The upper and lower heads are forming and reinforced. The head is divided into inner liner and structural layer as per structure.
(1) The forming process and raw materials of inner liner of heads are the same as that of body. Spray forming by spray gun, resin content is high. After inner liner of head applying completed, deeply curing.
(2) Apply head structural layer, spraying roving and woven roving alternately. Each single layer of woven roving should be applied with proper tension during laying process, overlap with each other properly, and drive out bubbles with combined roller repeatedly rolling to ensure the fiberglass is completely permeated with resin. Each reinforced layer is required to reach the design resin content.
(3) Process inspection, deep curing, demoulding.
9.4 Assembly
(1) The cured inner liner of body and head are demoulded and cut to the size specified in the design document.
(2) Body inner liner is butt joint with head using assembly ring,adjust the assembly ring to the nominal diameter of Φ-30mm, insert the assembly ring into body inner liner, expand the assembly ring to nominal diameter of Φ-15mm, and put the lower head on the exposed part of assembly ring, slowly expand the assembly ring, and measure the circumference of inner liner and the diameter at 3 points (uniformly distributed) till meet standard requirement.
(3) Apply outer reinforced layer of butt joint, grind the joint area, apply the outer joint by stair type (width increasing) from inside to outside. The width of the outermost layer is not less than 500mm. After the overall reinforcement is completed, bond inside seam with inner liner resin and chopped strand mat,laminate by stair type(width increasing) from outside to inside.
(4) Procedure inspection.
9.5 Overall reinforcement
(1) Connect the assembled equipment shell to the numerical control fiber winding machine, grind and trim shell outer surface. Drill at the nozzle of inner liner, inflate to ensure the roundness of inner liner.
(2)Reinforce locally the stress concentration area of lower head and body knuckle with chopped strand mats. Adjust winding angle and head wrap angle to adapt the stress concentration characteristics of the head. The wrapping width of the lower head is more than 250mm and the wrapping height of body is 400mm.
(3)Adopt one high and three many, back winding and forward spray. Spray roving, hoop and cross winding alternately, adjust the rotating speed of inner liner and fiber tension to ensure the resin content of tank wall. The bottom surface of lower head of equipment with outer sloping bottom is not perpendicular to the axis of the equipment, adjust the winding equipment and winding parameters, the cross-winding length in overall reinforcement is greater than the length of equipment body, the winding roving forms flower bud wrapping on the upper and lower heads of equipment.
(4)Procedure inspection, deeply curing.
9.6 Assembly nozzles. Mark position, opening and install nozzles according to drawings.
9.7 Outer protective layer. After overall production is completed (including accessories installation), coat protective layer, anti-aging gel coat resin with ultraviolet absorbent and toughening agent.
9.8 Deliver to inspection.
10. Inspection
10.1 Control point for incoming inspection:
a. Ensure that suppliers of raw and auxiliary materials and accessories are qualified subcontractors.
b. Incoming inspection shall be carried out regardless of whether verification is taken at the supplier’s premises.
c. For glass fiber products (including glass fiber surface mat, glass fiber knitted felt, glass fiber roving), test areal density, fiber density, moisture content and organic content test.It should not be released until meets the standard of raw and auxiliary materials and acceptance indicators.
d. Inspect resin viscosity, solid content and gel time. It is allowed to use only after meeting requirements.
e. Provide test report issued by the special testing agency for rubber rings for pipelines.
f. In addition to physical and chemical performance testing of raw and auxiliary materials, the appearance, quantity, and packaging should also be inspected. The testing is carried out by sampling. For details, please refer to the "Statistical Sampling Inspection Application Guide" (HB-ZC-20-01 )
10.2 Procedure inspection
The procedure inspection implements self-inspection system. Operators carry out self-inspection at processes of powder mixing, make lining, winding, trimming, demoulding, and water testing, and the next step inspects the previous step, mainly inspect appearance and size. The inspection result is filled in product quality procedure inspection record. One record for each product.The number of product number corresponds to that of procedure inspection record.
10.3 Finished Product inspection
Strictly follow: Building Materials Industry Standard in The People's Republic of China (JC/T587—1995) to inspect finished products.
(1) The perpendicularity of flange face and pipe axis should not be greater than data in the following table:
Nominal diameter of flange pipe | ≤100 | <250 | <500 | <1000 | <1800 | <2500 | <3500 | <4000 |
perpendicularity | 1.5 | 2.5 | 3.5 | 4.5 | 6 | 8 | 10 | 13 |
Nominal diameter of flange pipe | <250 | ≥250 |
Allowable angle deviation | 10 | 0.50 |
(3)The total mass of storage tank is not less than 95% of design value.
(4) The length of storage tank (the distance between apexes of two heads) has tolerance of 1%
(5) Leakage test: Fill up the storage tank with clean water, pressurize to 0.1Mpa for horizontal storage tank, keep 30 minutes. Vertical storage tank is hydrostatic pressure for 40h and no leakage.
(6) Barcol hardness of storage tank surface: not less than 36 for unsaturated polyester resin.
(7) The inner surface of storage tank should be smooth and clean, free of impurities, no fiber exposed, no visible cracks, no obvious scratches, defects, whitening and delamination; the outer surface should be smooth, no fiber exposed, no obvious bubbles and serious uneven color.
11. Transport:
12. Installation:
(1) Unload the vessel from transportation tool: The vessel is transported by truck. The storage tank must be fixed on the vehicle with metal support or fixing ring, and rubber pad is placed between support ring and vessel. Lift the vessel using hemp rope or nylon rope and place it on fine sand prepared in advance or smooth and soft ground. Fine sand should be close to head to prevent vessel middle part from bearing. If the vessel needs to be placed for a period of time before installation, put it on bracket and fixed to prevent the vessel from rolling due to wind or ground slopes.
(2) Vessel lifting: Lift the vessel using thick hemp rope. When hoisting, use guide rope to prevent vessel from swinging, never make the vessel hit other objects. When using lifting rings, the distance between crane hook and tank top should be greater than that between lifting rings. Soft things should be provided between bottom and ground.
(3) Vessel foundation: The size of concrete foundation is determined by the customer through calculation according to vessel type, load, supporting weight and local soil type.
(4) Vessel installation:
Horizontal vessel installation: The support adopts 2α=180° saddle support and must consist with the vessel outer wall. The support is placed as per designed position, fully straightening and leveling,then the vessel can be placed. Rubber pad of 4-6mm should be provided between support and vessel. If the support is concrete structure, in order to ensure that the outer wall of vessel is consistent with the support, a layer of fine sand cement can be applied on entire support surface before placing the vessel, and put a layer of rubber sheet on unset cement, immediately place the tank, squeeze out the excess cement, filling up and coincidence.
Installation of vertical flat bottom vessel:
1) Sand cushion: Pave a layer of building fine sand on the concrete foundation. The sand should not contain stones larger than 5mm. In principle, the center is thick and the periphery is thin, the thickness of the periphery sand layer is 30-50mm.
2) Place the tank: According to lifting requirements, carefully place the tank on sand layer. Do not remove the hook after dropping the tank, so that it can be repeatedly lifted before placing sand.
3) Inspection: Check if there is any leakage in the tank.
4) Making sand retaining groove: In order to prevent fine sand around bottom from being washed away by rain or overflow fluid, the sand retaining groove must be built or cast as required. And filled with fine sand and tamped after the groove is solidified.
5) Asphalt sealing groove: Use asphalt or asphalt mortar to seal the top of sand retaining groove to prevent water and sand loss.
(5) Safety:
A. Comply with the operation and safety rules established by the factory.
B. Our employees, visitors and material suppliers must wear hard helmets at the construction site.
C. All employees wear clothing suitable for their work, including long trousers, long-sleeved shirts, job shoes, and tourist shoes are prohibited.
D. All employees must wear appropriate eye and ear protection equipment and other conventional protection equipment.
E. People unauthorized is not allowed to operate the vehicle and equipment, and must not weight overload or people over number.
F. Obtain high-temperature work permit from the factory where work under high-temperature.

13. Operation instruction
(1) Atmospheric pressure vessel usage: It is strictly forbidden to pressurize or pump negative pressure, and leave vent holes during adding or draining liquid. Do not add or drain liquid in a sealed state.
(2) It is strictly forbidden to exceed the use conditions stipulated in contract: the vessel is specially designed and manufactured according to the use conditions of contract. Without consent of the supplier's technical department, the user shall not change medium in the vessel, nor change temperature and concentration of medium.
(3) It is forbidden to install special accessories at will: vessels fabricated by FYGRP,except the user's specific requirements in contract, it is not allowed to install large accessories such as agitators, special valves or vibrating equipment. If these accessories are actually needed, they must be stated in contract to do special design to ensure safety.
(4) Strictly prohibit hard objects hitting or scratching: when entering the vessel for cleaning and maintenance, the operator should wear soft-soled shoes. When using ladder, all points in contact with the vessel should be covered with soft pads to prevent scratching the surface. When working around, prevent tools, scaffolds and other hard objects from hitting the vessel.
(5) Keep away from fire source: generally, FRP products are not allowed to approach fire source.
(6) Glass fiber Exposure and hoop fine cracks under the sun: Surface fiberglass of the upper head of FRP products may be exposed and some circular cracks may appear on the body after long-term exposure under the sun. This is the anti-aging gel coat on the outermost layer of vessel occur aging phenomenon. These fibers exposure and the depth of circular cracks will not exceed the thickness of outer protective layer. The reinforced layer and inner liner have no similar cracks. It will not affect the strength of vessel, thus not affect its service life.
Location:Home>Technology